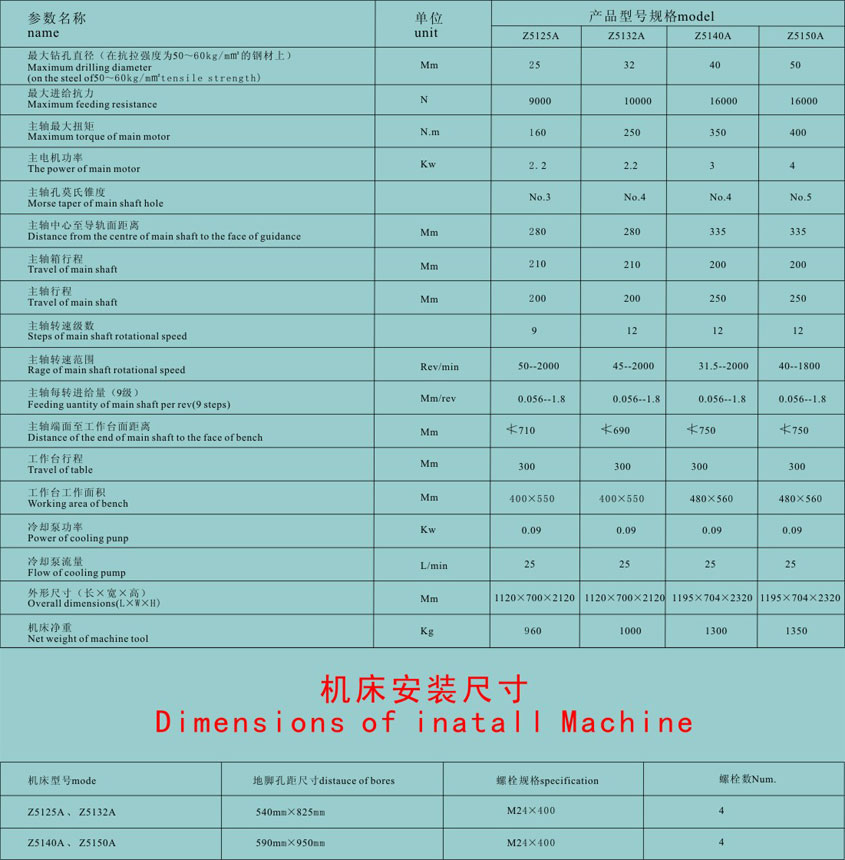
老河口(kou)立式鑽床(chuáng)批發價格(ge)
數控機床(chuang)制造商的(de)更新和改(gai)造分為新(xin)手機的更(gèng)新和二手(shou)機的更新(xin)。新手機的(de)更新和改(gai)造是指客(kè)戶購買數(shu)控車床或(huo)一般光機(ji)(指數控車(che)床隻有卧(wò)室床箱和(he)垂直、水平(ping)滑軌),更新(xīn)和改造制(zhi)造商按照(zhao)其規定進(jìn)行數控機(ji)床的更新(xīn)和改造。二(èr)手機的更(geng)新和改造(zao)是☀️指客戶(hu)對使用過(guò)的數控車(chē)床或加工(gōng)中心進行(hang)改造,并進(jìn)行數控機(jī)床的更新(xin)和改造。其(qi)中,二手機(jī)的更新和(he)改造包括(kuò)斜軌數控(kòng)車床的更(geng)新和改造(zào),以及客戶(hù)🔅的二手機(ji)部件的更(gèng)☎️新和改造(zào)。
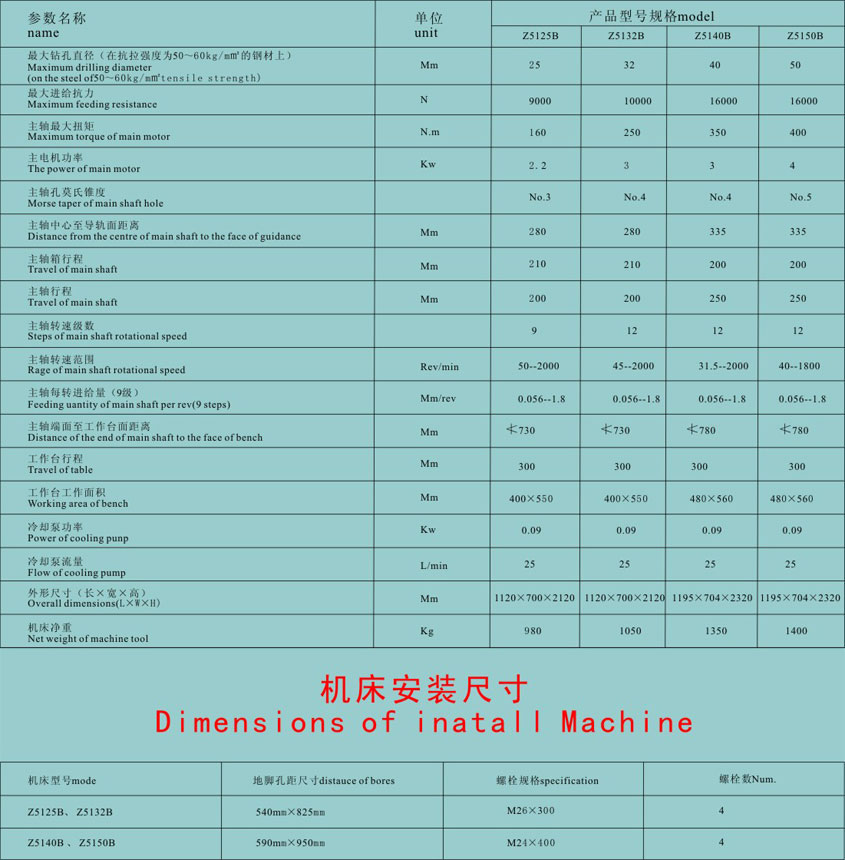
老(lǎo)河口立式(shì)鑽床批發(fa)價格
數控(kòng)機床加工(gōng)後常見問(wèn)題:1.消除國(guó)産數控機(ji)床切割.擦(ca)洗機床🚶♀️,應(ying)用機床和(hé)自然環境(jing)保持清潔(jié)。2.檢查⁉️或更(geng)換損壞的(de)機床滑軌(guǐ)上的油擦(ca)闆。3.檢查數(shù)控機床裝(zhuang)配的潤滑(huá)脂.冷凍液(yè),立即加入(ru)或更換。4.先(xian)後關閉機(ji)床實際操(cāo)作控制面(mian)闆上的開(kāi)關電🤩源和(he)主開🏃🏻關電(dian)源。5.機床啟(qǐ)動時,應遵(zun)循先回零(ling)(特殊要求(qiu)除外💔)。手動(dong)啟動。自動(dong)⭐标準。機床(chuáng)運行應遵(zūn)循先低速(su)、中速、再快(kuài)速的标準(zhǔn),其中低速(sù)、中速運行(hang)時間不得(dé)小于2-3分☀️鐘(zhōng)。确認無異(yì)常現象後(hou),可開始工(gōng)作。
老河口立(li)式鑽床批(pi)發價格
數(shu)控機床廠(chang)家加工是(shi)指在數控(kong)機床上進(jìn)行零件加(jia)工👌,用電子(zǐ)信息操縱(zong)零件和刀(dao)具偏移的(de)機械設備(bei)加工方法(fa)。它是處理(li)零件類型(xing)多變的一(yī)種重要方(fang)法。大批量(liang)小。外觀複(fu)雜。高精度(dù)問題和完(wán)成高效自(zi)動化技術(shu)加工的重(zhong)要途徑。數(shù)控機床加(jia)工與傳🔆統(tong)機床加工(gōng)工藝規程(cheng)一般一緻(zhi),但由于加(jia)工中心為(wei)夾具,所有(you)銑削工藝(yi)持續自💰動(dong)加工,數控(kong)機床加工(gōng)後必須注(zhu)意一些事(shi)項。
老河口立(lì)式鑽床批(pī)發價格
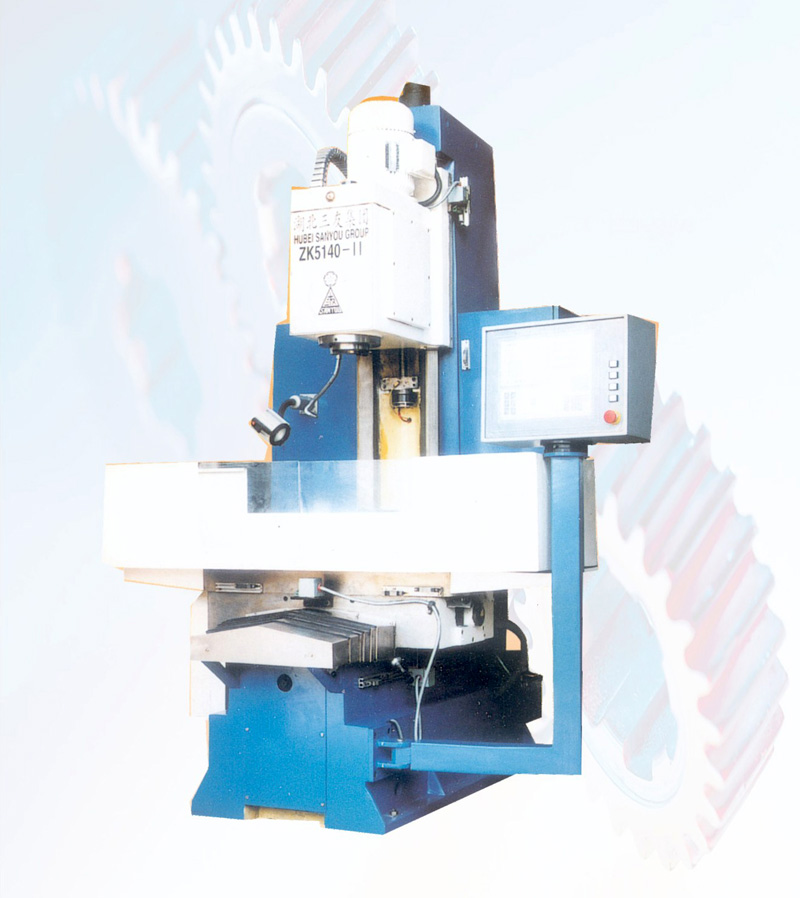
立(li)式數控銑(xǐ)床是由CNC數(shu)控系統控(kong)制的高精(jing)度加工設(shè)備,它的整(zheng)個加工過(guò)程是在CNC數(shù)控程序的(de)控制下🤟完(wan)成的,借助(zhu)于加工程(cheng)序和刀庫(kù)及自動換(huan)刀系統,可(ke)以完成複(fú)雜曲面及(ji)異形輪廓(kuò)的加工,這(zhè)兩類工件(jian)的加工在(zài)以往的🧡普(pu)通設備上(shang)很難或者(zhě)根本無❌法(fǎ)加工,現在(zai)有了立式(shì)數控銑床(chuáng),隻需♍編制(zhi)合适的🔴加(jiā)工程序和(hé)選擇合适(shi)的刀具即(ji)可快速加(jiā)工。

銑(xǐ)削的進給(gěi)方法的選(xuan)擇:(1)銑削内(nèi)槽時的進(jin)給路途:龍(lóng)門💰銑床加(jiā)㊙️工工藝都(dou)選用平底(di)立銑刀,銑(xǐ)削的方法(fǎ)有行切✏️法(fǎ)和環切🙇♀️法(fa)及兩種方(fāng)法混合,這(zhè)兩種方🔞法(fǎ)優缺點是(shì)行切法會(hui)在銑削的(de)起點和結(jie)束留下殘(can)留,表面粗(cu)糙度達不(bu)到要求,但(dan)進給路⛹🏻♀️途(tú)短;環切法(fǎ)能抵達粗(cū)糙度要求(qiu),但刀位點(diǎn)的核算比(bǐ)較複雜☁️。(2)銑(xǐ)削曲面歸(gui)納的進給(gěi)路途:加工(gōng)方法通常(cháng)是用球形(xing)刀,選用行(hang)切法進行(háng)加工,經過(guo)操控刀具(ju)切削時行(hang)間的距離(lí)來滿足工(gong)件加工精(jīng)度的要♌示(shi)。因為曲🏃♀️面(mian)鴻溝沒有(you)其表面的(de)約束,所📞以(yi)球形刀從(cóng)鴻溝處開(kai)端切入。